もっと詳しく!はんだ付けを学ぶはんだの選び方
はんだとは?
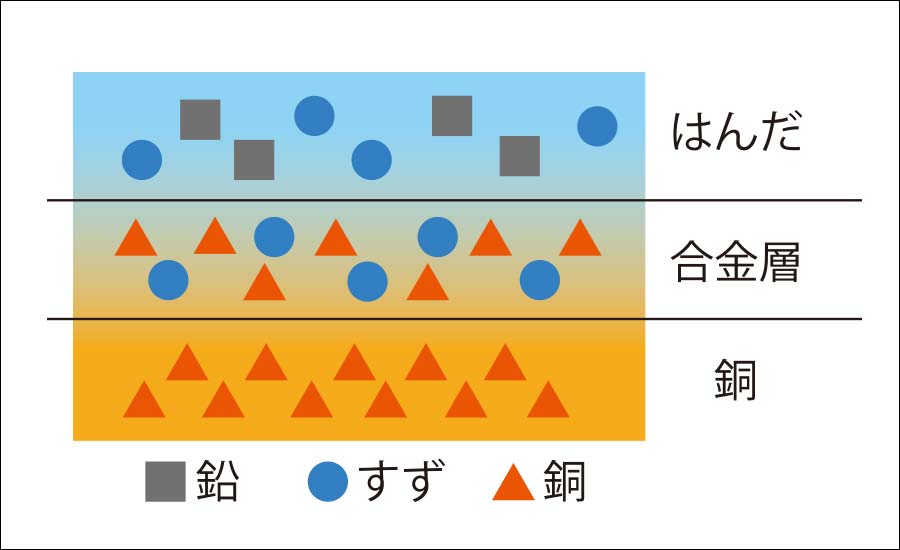
はんだは、接合部の金属表面にはんだと接合金属の合金層をつくります。
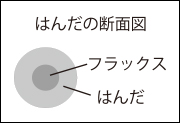
一般に販売されている糸はんだにはフラックス(ヤニ) が入っていて、そのフラックスが金属表面の異物や酸化膜を取り除き、より良いはんだ付けに導いてくれます。
はんだ状態図
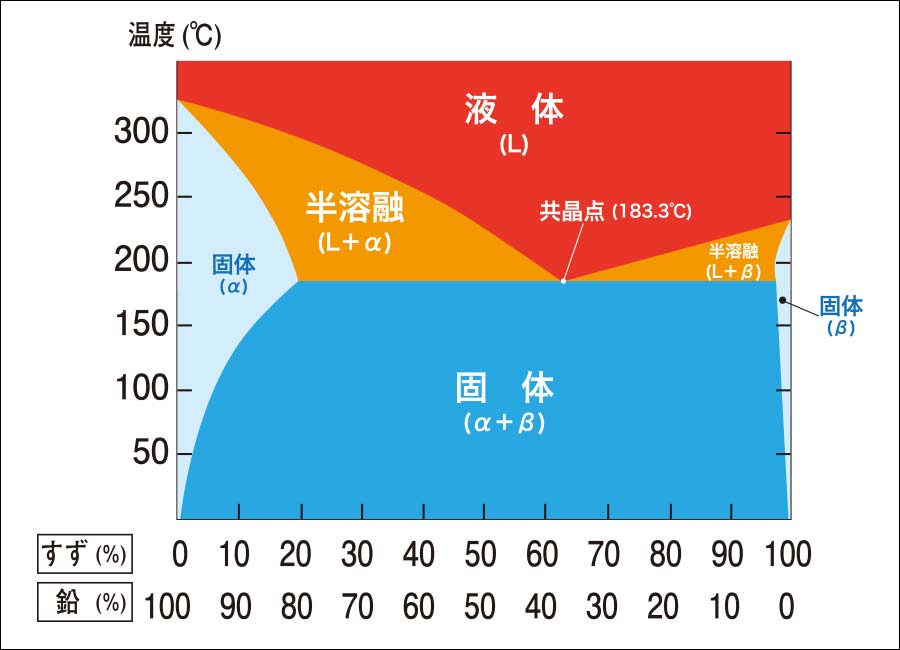
鉛とすずの状態をあらわしています。
すずの含有量により融点が変化するため、作業にあったはんだを選択します。
特にすずが63%、鉛が37%のはんだは、「共晶はんだ」と呼ばれ、183℃で液体から固体に変わり、半溶融状態がほとんどないのが特徴です。
この特徴からはんだ付けの信頼性が高く、初心者でも扱いやすい点から現在でも使われています。
鉛含有量が95%のはんだは、融点が300℃と高くなり、柔らかいという特性から熱疲労に強くなります。一般的に「高温はんだ」と呼ばれています。
「低温はんだ」と呼ばれるはんだは、カドミウム、ビスマス、インジウムなどが含まれることで融点が183℃未満となります。その融点の低さから熱に弱い部品に使用します。
金属関連におすすめのはんだ
金属のはんだ付けには、成分比率が「すず50%/ 鉛50%」、線径が「Φ1.2以上」のはんだがおすすめです。
特にはんだ付け面積が大きい場合は、Φ3以上の棒はんだをご使用ください。
※「ヤニ入り」「ヤニなし」どちらを使っても、必ず別途フラックスを塗布します。(下記Point参照)
「すず50%/ 鉛50%」のはんだは、ゆっくり固まるため、はんだをしっかり盛りたい金属接合に適しています。また、固まった後も柔軟性があり、金属が収縮してもはんだ付け部分が割れにくいという特性があります。
はんだ付け例

針金
Φ1.2の巻きはんだを使用

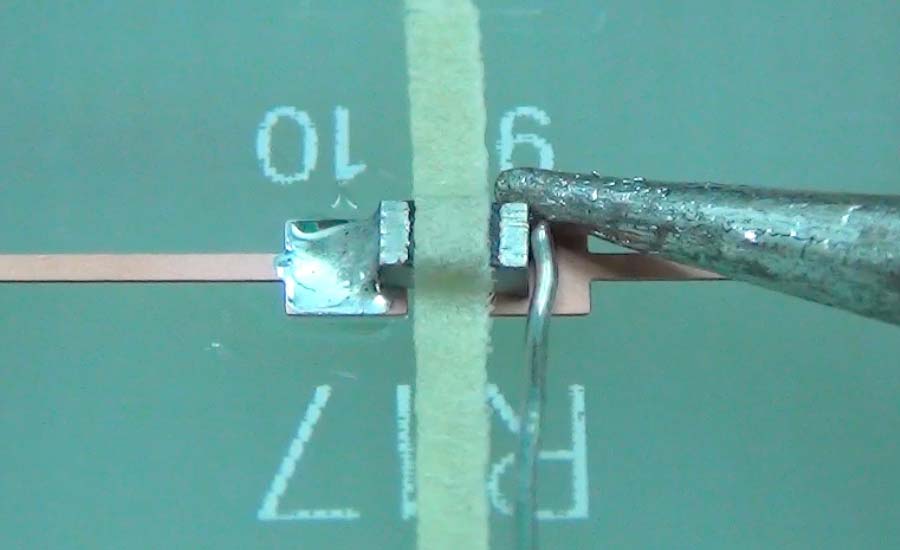
ブリキ
Φ3の棒はんだを使用

針金や金属同士のはんだ付けは、必ずフラックスを塗布します。金属加工用のはんだには、フラックス(ヤニ)が入っていない場合が多く、金属は新品であっても表面に油やサビがあります。それをサンドペーパーなどで取り除き、更にフラックスを塗布します。
※金属用のフラックスは酸性が強いので、はんだ付け後は水やアルコールなどで必ず洗浄します。
電気関連におすすめのはんだ
電気関連には、成分比率が「すず60%/ 鉛40%」のはんだがおすすめですが、電気器具や電気配線であれば「すず50%/ 鉛50%」でも問題ありません。
※電気関連は、必ず「ヤニ入り」のはんだを使います。
※はんだの拡がりが悪い場合は別途フラックスを塗布します。
環境問題に配慮した成分比率「すず99%/ 銀0.3%/ 銅0.7%」の「鉛フリーはんだ」もおすすめですが、「はんだの拡がりが悪い」「融点が高い」などの面があり、はんだ付け中級者以上の方におすすめします。
初心者の方には、成分比率が「すず63%/ 鉛37%」の共晶はんだをおすすめします。半溶融状態がほとんどないため、扱いやすいのが特徴です。(はんだ状態図を参照)
はんだ付け直後にうっかり触れてしまっても、部品が動くことなく、失敗のリスクを減らすことができます。
線径は、はんだ付け対象物の大きさに合わせます。以下が目安です。
- Φ0.6~Φ0.8 微細部品
- Φ0.8~Φ1.0 電子部品
- Φ1.0~Φ1.2 電気配線
- Φ1.2~Φ1.6 電気器具・大型部品
はんだ付け例

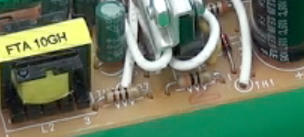
トランス
Φ1.2の巻きはんだを使用

同軸ケーブル
Φ1.2の巻きはんだを使用

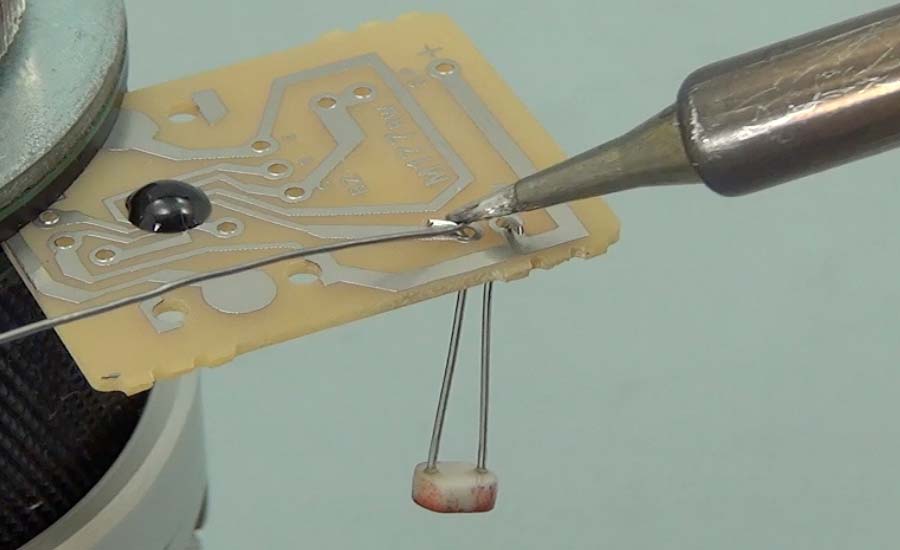
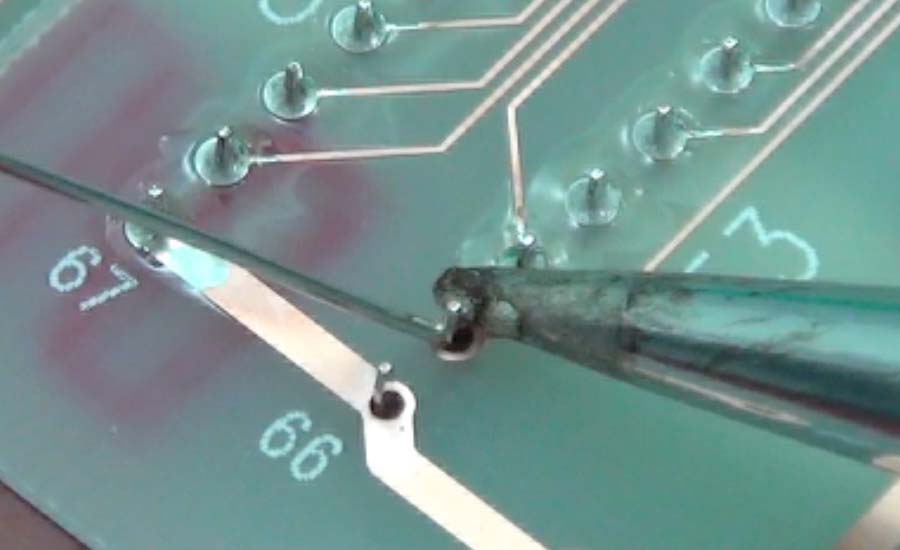
抵抗
Φ1.0の巻きはんだを使用
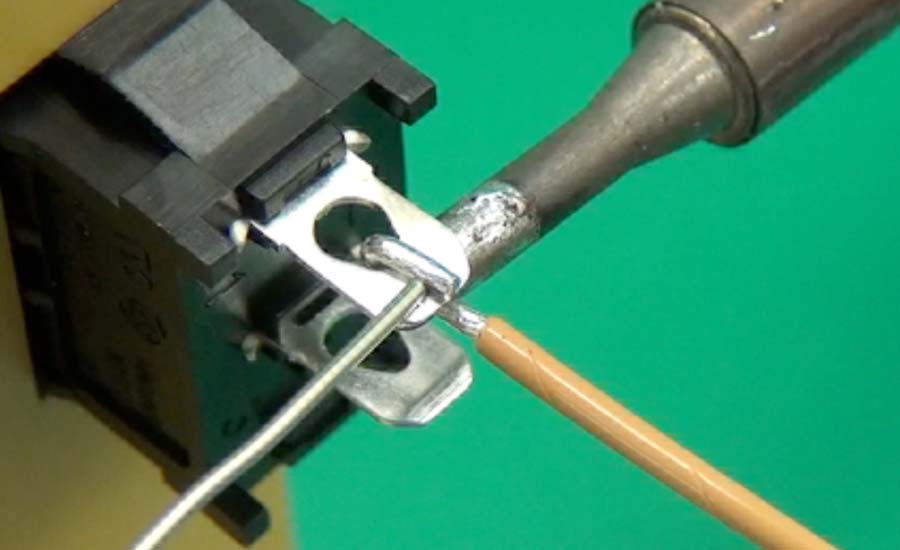
インレット
Φ0.8の巻きはんだを使用
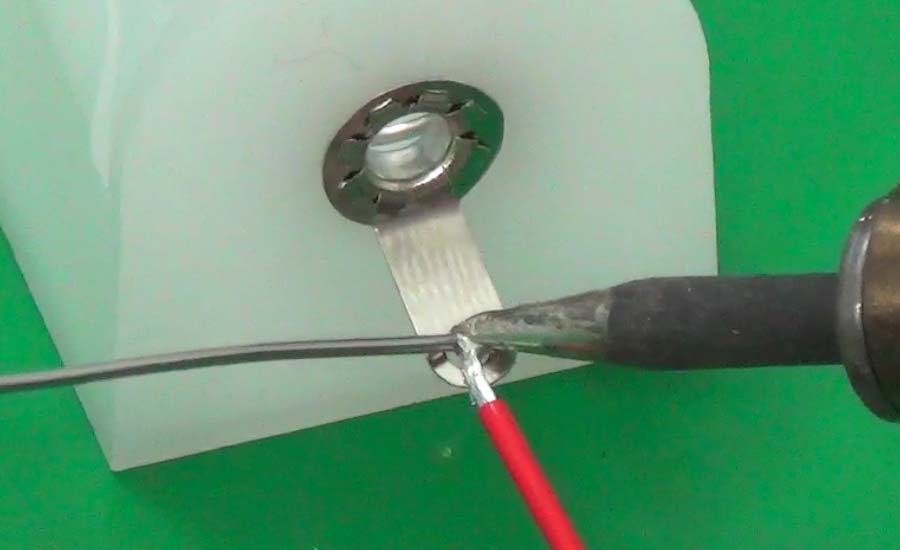
電池ソケット
Φ0.8の巻きはんだを使用
LED
Φ0.8の巻きはんだを使用
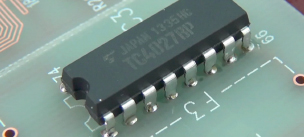
DIP
Φ0.8の巻きはんだを使用
チップ抵抗
Φ0.6の巻きはんだを使用
